Milk: a source of economic wealth and nutritional health
Milk: a source of economic wealth and nutritional health
Different types of drinking milk are a key driver of the French economy: 3.3 billion litres were packaged in 2015, or 11% of the milk collected in France. As a fragile, live raw material, milk follows a precise, regulated process to guarantee its bacteriological quality.
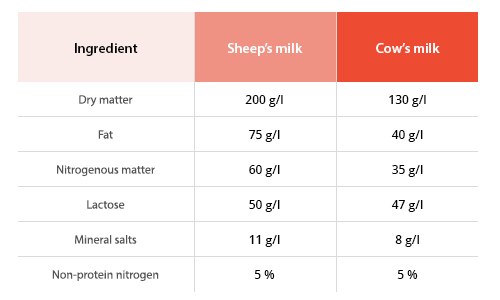
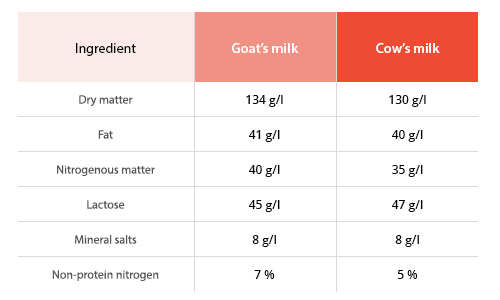
Drinking milk is generally cow’s milk. It also comes from other animals, such as goats and sheep.
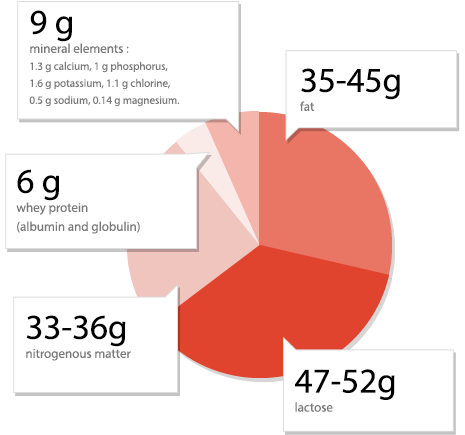
Milk is healthy, and not just because of its calcium. It contains a unique combination of nutrients that are essential to good health throughout our lives!