La loi du 29 juin 1934
L'addition de toute autre matière grasse est formellement interdite (loi du 29 juin 1934).
Selon la réglementation en vigueur (décret du 23 avril 1980), le droit de s'appeler "crème" est réservé au lait contenant au moins 30 % de matière grasse.
Les laits contenant au moins 12 g de matière grasse pour 100 g, mais moins de 30 g, ont droit à l'appellation "crème légère" Crème et crème légère sont, hormis la crème crue, toujours soumises à un traitement thermique (pasteurisation ou stérilisation).
La mention "crème fraîche" ou "crème légère fraîche" s'applique à des crèmes pasteurisées et conditionnées sur le lieu de production dans les 24 heures après la pasteurisation. Elle est donc interdite aux crèmes stérilisées.
Lorsque la crème ou la crème légère contient des produits d'addition autorisés, la détermination de la matière grasse est effectuée sur la partie lactée.
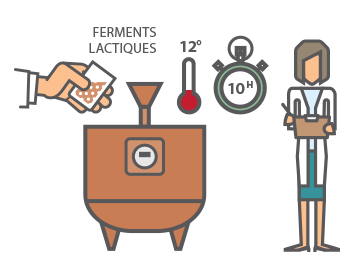
La législation autorise en très petite quantité l'addition de certains produits dans la crème : saccharose (15 % maximum), ferments lactiques, stabilisateurs (0,5 %).
La seule dénomination "crème fraîche" signifie que la crème a été pasteurisée. Car la mention "pasteurisée" n'est pas obligatoire. Les crèmes stérilisées n'ont pas droit à l'appellation "crème fraîche".
 La démarche de responsabilité sociétale France Terre de Lait incarne la volonté des acteurs laitiers à intégrer les enjeux économiques, sociaux et sociétaux au cœur de la stratégie de développement de la filière. Retrouvez l’ensemble des engagements et objectifs prioritaires pour une filière laitière transparente, durable et responsable.
La démarche de responsabilité sociétale France Terre de Lait incarne la volonté des acteurs laitiers à intégrer les enjeux économiques, sociaux et sociétaux au cœur de la stratégie de développement de la filière. Retrouvez l’ensemble des engagements et objectifs prioritaires pour une filière laitière transparente, durable et responsable.